

Introduction: The Modern Reality of Industrial Display Customization
In the landscape of modern industrial, medical, and defense original equipment manufacturing (OEM), the display panel has evolved from a passive user interface into a mission-critical sub-system. Off-the-shelf liquid crystal displays (LCDs) are manufactured primarily for broad market segments, where environmental conditions are benign and predictable. However, when these standard panels are deployed in demanding sectors—such as high-ambient-light marine bridges, electromagnetic-sensitive medical diagnostic suites, or ruggedized military command centers—their standard configurations quickly become operational liabilities.
To achieve the visibility, durability, and compliance required for professional deployments, display panels must undergo specialized surface enhancements. Traditionally, texturing, polarizations, or applying protective layers meant introducing a secondary, highly sensitive step onto the primary assembly line. For OEMs and contract manufacturers, this secondary lamination introduces significant handling risks, structural labor overhead, and a high probability of component scrap due to environmental contamination.
The concept of a “White Glove” Film Integration service addresses these operational pain points directly. By leveraging advanced cleanroom environments, specialized lamination mechanics, and turnkey packaging preservation, professional integration minimizes the logistical complexity and manufacturing risks associated with display customization. This technical analysis explores the physics of optical films, the mechanics of precision cleanroom lamination, and the supply chain economics driving the shift toward advanced, plug-and-play display integration.
The Engineering Physics of Advanced Display Films
Modifying an LCD surface involves the targeted stack-up of thin-film materials designed to alter specific optical, electrical, or mechanical properties of the display panel. Each film type operates on distinct physical principles to optimize a standard screen for professional applications.
Privacy Filters and Light Directing Mechanics
Privacy films are engineered using microscopic louvers that control the exit angles of light emitted from the display backlight. These micro-louvers act as miniature Venetian blinds embedded within a thin polymer sheet. Light radiating normal to the display surface passes between the louvers unobstructed, ensuring optimal legibility for the primary user. However, light traveling at oblique structural angles strikes the opaque louvers and is absorbed or redirected, effectively blacking out the screen from prying eyes beyond specific off-axis angles. This functionality is essential for secure field terminals, medical systems handling protected health information, and point-of-sale applications where data privacy is legally mandated.
Anti-Glare (AG) vs. Anti-Reflective (AR) Coatings
Achieving readability in direct or indirect sunlight requires mitigating two distinct forms of visual interference: specular and diffuse reflections.
- Anti-Glare (AG) Films: These films employ mechanical or chemical etching to create a controlled micro-roughness on the outer surface of the polymer substrate. This micro-texture diffuses specular reflections—the harsh, mirror-like reflections of ambient light sources—by scattering incoming light wavefronts across a wide range of angles. This scattering shifts the reflection from a sharp, distracting image of the surrounding environment into a low-intensity, uniform haze, preserving readability without requiring a corresponding increase in backlight power consumption.
- Anti-Reflective (AR) Coatings: AR solutions rely on the physics of thin-film destructive interference. These coatings consist of alternating, microscopically thin layers of high-index and low-index dielectric materials (such as titanium dioxide and silicon dioxide). The thickness of each layer is calibrated to exactly one-quarter of the target wavelength of ambient light. When light hits the boundary between these layers, the reflections from the upper and lower interfaces are 180 degrees out of phase, completely canceling each other out through destructive interference. This process dramatically reduces photopic reflection to less than 0.5%, maximizing the optical throughput of the display backlight.
Electromagnetic Interference (EMI) Shielding
In military, aerospace, and medical environments, displays must comply with strict electromagnetic compatibility (EMC) regulations, such as MIL-STD 461 or IEC 60601. Unshielded LCDs can emit high-frequency electromagnetic radiation from their internal driver electronics, and they are similarly vulnerable to external ambient EMI fields.
To mitigate this, high-performance integration incorporates conductive films:
- Indium Tin Oxide (ITO) Films: ITO is a transparent, highly conductive metal oxide thin film sputtered onto a clear plastic substrate. It provides continuous electrical conductivity across the display face, attenuating radiofrequency emissions while remaining optically transparent.
- Conductive Micro-Mesh Films: For applications requiring extreme attenuation levels, a microscopic, pattern-etched copper mesh is integrated. The wire diameters and pitch distances of the mesh are engineered to form a Faraday cage across the screen surface, blocking electromagnetic fields while avoiding the formation of Moiré interference patterns when superimposed over the LCD’s underlying pixel matrix.
Surface Protection Armor and Chemical Resistance
Industrial environments expose display panels to aggressive physical wear, including high-impact contact, abrasive dust, and chemical cleaning agents. Surface protection films utilize ultra-hard, cross-linked polyurethane or acrylic polymer bases to provide scratch-resistant armor (typically rated up to 9H on the pencil hardness scale). These films are frequently paired with hydrophobic and oleophobic chemical treatments that lower the surface energy of the display face. This prevents oils, finger smudges, industrial greases, and moisture from adhering tightly to the surface, allowing them to be wiped away easily without degrading the underlying optics.
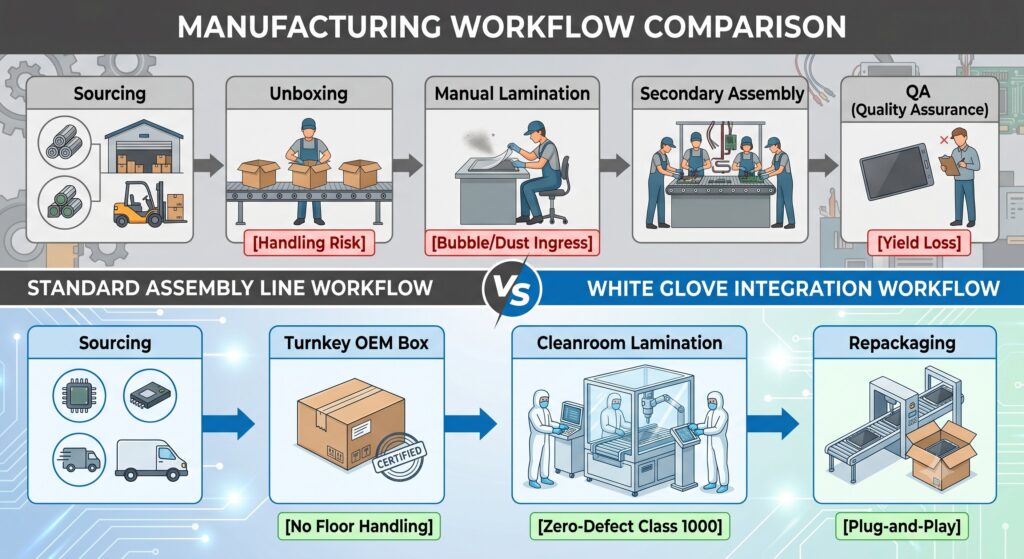
The Vulnerability of Standard Assembly Lines: Why Consumer Lamination Fails
Many original equipment manufacturers attempt to apply specialized surface films within their primary electronic assembly lines or through non-specialized contract manufacturing partners. While standard assembly operations are highly optimized for PCB placement and mechanical framing, they are fundamentally unsuited for optical thin-film lamination.
Airborne Contaminants and Micrometer-Scale Particles
The primary cause of failure in display lamination is airborne particulate matter. On a standard manufacturing floor, thousands of microscopic dust particles, clothing fibers, and skin cells float suspended in the air. When an adhesive-backed film is peeled open, it generates a localized electrostatic charge that actively attracts these floating particles.
If a single dust particle measuring just 10 micrometers settles onto the display surface prior to lamination, it acts as a mechanical fulcrum. As the pressure roller moves across the film, the particle prevents the adhesive from contacting the glass around it, creating a tenting effect that trapping a localized bubble of air several hundred times the size of the original particle. In professional displays, these inclusions are unacceptable visual and structural defects.
Defect Mechanisms: Bubbles, Wrinkles, and Adhesive Stress Points
Even in the absence of particulate matter, manual or uncalibrated mechanical lamination introduces severe physical defects:
- Micro-Bubbles: Outgassing from plastics or inconsistent roller velocity can trap tiny air pockets within the Optically Clear Adhesive (OCA) matrix. Under field thermal cycles, these micro-bubbles expand, causing progressive delamination and visual distortion.
- Mechanical Wrinkling: If a film is subjected to uneven tension during application, shear stress spreads non-uniformly across the sheet. This results in microscopic ripples or permanent plastic deformation wrinkles that permanently ruin the display optics.
- Localized Mismatch and Subsurface Stress: Variations in roller downward pressure create high-stress nodes within the adhesive. These nodes compress unevenly, altering the refractive index of the adhesive at specific points across the display face and producing visible contrast or color artifacts when viewed under polarized conditions.
Optical Alignment Errors and Parallax Disruption
Advanced functional films, especially privacy filters and micro-mesh EMI shields, rely on exact directional alignment. If a privacy filter is misaligned by even half a degree relative to the active matrix pixels, the directional louvers can block unintended viewing zones or create a severe diagonal parallax gradient across the display surface. Similarly, an incorrectly rotated EMI mesh will interfere with the spatial frequency of the display sub-pixels, causing a severe Moiré pattern that strains user vision and degrades visual precision.
Anatomy of a White Glove Film Integration Service
A professional White Glove Film Integration service eliminates these manufacturing vulnerabilities by segregating the optical lamination process into a dedicated, highly controlled technical workflow.
Turnkey OEM Box Extraction and Factory Packaging Preservation
The “White Glove” protocol begins the moment product batches are received. Rather than requiring the customer to unkit, prepare, and transport bare display components—which exposes delicate electronics to open-air electrostatic discharge (ESD) and mechanical handling damage—the integration facility accepts finished display panels directly in their original factory OEM boxes. The units remain sealed within their original bulk packaging up to the point of cleanroom entry, completely eliminating secondary component handling risks on the OEM’s main production floor.
Cleanroom Mechanics: Class 1,000 / Class 10,000 Dynamics
To combat particulate contamination, all handling, film preparation, and lamination procedures are performed inside certified Class 1,000 (ISO 6) or Class 10,000 (ISO 7) cleanrooms. These controlled environments enforce continuous vertical or horizontal laminar airflow through High-Efficiency Particulate Air (HEPA) filter banks.
The air within the room is completely changed up to several hundred times per hour, maintaining a positive static pressure that actively blocks outside ambient dust from migrating inside. Technicians enter via dedicated air showers while wearing full-body cleanroom protective suits, hoods, boots, and static-dissipative nitrile gloves, ensuring that the display surfaces remain completely unmarred throughout the integration cycle.
Precision Application Engineering and Lamination Control
Within the cleanroom environment, film application is executed using semi-automated or fully automated precision lamination systems. The display panel is secured on a micro-adjustable fixture plate, and optical alignment sensors position the functional film relative to the glass edges or active matrix markers down to micron-level tolerances.
A specialized, rubberized pressure roller assemblies move across the film substrate at an engineered velocity and constant downward force. This uniform application eliminates mechanical variations, actively displacing all air ahead of the lamination line to ensure a completely flat, bubble-free, and low-stress optical bond.
Quality Verification and Diagnostic Testing
Following the lamination phase, integrated panels undergo rigorous inspection and diagnostic verification before being approved for release. This process involves:
- Pixel Defect Inspection: High-resolution optical imaging systems analyze the screen to ensure zero dead or stuck pixels have been introduced during handling.
- Luminance and Chromaticity Uniformity Analysis: Spectroradiometers measure color temperature consistency and brightness output across multiple zones on the panel to confirm the applied film layer hasn’t induced optical distortions or uneven light distribution.
- Polarizer Absorption Axis Verification: Engineers verify that the structural axes of polarization correspond precisely with the technical drawings, ensuring perfect compatibility with specialized field optics and night-vision imaging systems (NVIS).
Once verified, the displays are placed directly back into their original bulk OEM packaging, arriving at the customer’s assembly facility pristine, visual untouched, and optimized for instant integration.
Operational and Supply Chain Economics
Beyond the immediate technical and performance enhancements, shifting display customization to a turnkey professional integrator yields significant structural advantages for an OEM’s operational bottom line.
| Operational Metric | Standard In-House Lamination | Turnkey White Glove Service |
| Logistical Tracking | Multiple component part numbers, complex bill of materials (BOM). | Single SKU logistics: complete customized configuration under one part number. |
| Labor Allocation | High internal training, assembly-line time overhead. | Zero secondary assembly floor labor required. |
| Yield & Scrap Management | High scrap rates due to dust inclusions and handling damage. | Minimal scrap risk, contractually managed yield verification. |
| Capital Expenditures | Significant investment in clean enclosures and rollers. | Zero capital cost; variable-cost scaling from prototype to production. |
Single-SKU Logistics and Streamlined Sourcing
In traditional production models, procurement departments must track, inventory, and manage multiple vendor streams: the base LCD module from a primary glass manufacturer, the specialty film from a chemical coating converter, and the adhesive materials from an industrial tape supplier. This structure increases overhead through multi-vendor purchase orders, inbound incoming inspections, and inventory carrying costs.
A turnkey integration model simplifies this setup into single-SKU logistics. The OEM specifies the exact panel performance criteria, and the integration provider acts as the sole point of contact responsible for sourcing materials, executing cleanroom lamination, validating quality, and delivering the completed assembly as a unified part number.
Minimizing Scrap Rates and Optimizing Yield Loss
Display panels are highly high-value components. When an operator on a standard assembly floor ruins a film application due to a trapped dust particle or tracking misalignment, the film can rarely be removed without destroying the underlying factory polarizer layer or scratching the front glass.
Consequently, the entire LCD module is often scrapped. These compounding yield losses erode product gross margins. Transitioning this step to a specialized facility moves the technical risk to an automated process engineered for high precision, driving yield loss down to near-zero levels and stabilizing production costs.
Reducing Overhead and Time-to-Market
By converting a complex internal cleanroom operation into a variable-cost service, OEMs bypass the need to invest capital into setting up specialized clean enclosures, automated pressure rollers, and environmental monitoring systems on their main floors. Production capacity scales seamlessly from small initial prototyping lots to full high-volume production schedules, allowing organizations to bring advanced products to market faster and with lower capital expenditure.
Industrial Application Case Studies and Target Markets
The strategic benefits of professional white glove film integration extend across multiple specialized market segments, each requiring unique display enhancements to meet strict environmental and regulatory demands.
Avionics & Aerospace
In flight deck architectures, pilots must read critical telemetry screens under rapidly shifting ambient conditions, ranging from intense direct sunlight to complete pitch darkness. Displays in these settings require advanced anti-reflective thin-film integration combined with night-vision imaging systems (NVIS) filtering layers to prevent glare and maintain optimal visibility.
Because flight hardware must satisfy strict aviation safety standards, utilizing an FAA Part 145 Certified Repair Station ensures that all integrated film assemblies are completely documented, validated, and legally compliant with aviation safety regulations.
Military and Rugged Defense Equipment
Ground mobile weapon systems, portable communications systems, and naval bridge consoles operate under unpredictable field conditions. These environments demand maximum display durability, screen privacy to prevent position compromise, and strict EMI compliance to secure data transmission. Conductive micro-mesh layers and thick surface armor films must be integrated with precise alignment to prevent parallax errors or optical distortions during intense field operations.
Medical Device Interfaces
Diagnostic displays, surgical monitors, and mobile medical carts depend on clear visibility and extreme input precision. Lamination within these applications often involves combining anti-glare filters with hydrophobic and oleophobic protective coatings. This combination ensures that screens resist chemical breakdown from aggressive disinfectants while preventing fluids, fingerprints, and biological contaminants from obscuring critical patient data.
Industrial Controls, Marine Electronics, and Self-Service Kiosks
Factory automation interfaces, open-ocean marine navigation bridges, and public outdoor self-service kiosks face continuous exposure to environmental extremes. These displays require thick, ultra-durable UV-stabilized surface armor to prevent yellowing caused by sunlight exposure, alongside anti-reflective coatings that keep displays perfectly legible even when subjected to intense glare.
Conclusion: Strategic Advantages of Professional Integration Partnerships
Customizing standard LCD technology for high-performance industrial environments is a precise material science process that cannot be reliably performed on standard manufacturing lines. Attempting to laminate functional films without dedicated cleanroom support results in elevated component scrap rates, complex logistics tracking, and inconsistent product quality.
A dedicated White Glove Film Integration service offers a comprehensive solution to these challenges. By unifying advanced material sourcing, Class 1,000/10,000 cleanroom lamination, precision optical alignment, and turnkey OEM box logistics, manufacturers can deliver ruggedized, high-performance display configurations without expanding their internal supply chain burdens. Adopting this professional integration strategy helps OEMs lower labor requirements, mitigate manufacturing risks, reduce operational overhead, and ensure consistent, long-term display performance across challenging operating environments.